Ready to proof -- Clare 11/15/22. Someting strange is going on with figure 5, the columns are getting rearranged and I can't figure out why. Can you look at it?
CB proofed 11/16 - Clare, I think I was able to get table 5 working. I left you some notes on other tables. KJ, can you look at tables 2 vs. 6,7,8, etc and let me know if we should cap or not cap the sub headings?
CLJ revised on 11/16
CLJ revised on 11/17 -- Some of the emailed changes are not showing up in VeV. Did you do those and delete them?
Video: Milkare, Creatas Video+ / Getty Images Plus, via Getty Images
Stabilizing Latex Paints Against Failures Caused by Freezing and Thawing
By Artur Palasz, Ph.D., Spektrochem, Poland
The winter period limits the course of some construction work such as painting or plastering, and is also unfavorable for the logistics of water-based paints. The need to transport dispersion paints at positive temperatures often necessitates organizing transport on days without forecasted temperature drops below 41 °F (5 °C) or providing transport with heated vehicles. While these conditions are possible, it is often impossible to ensure full loading and unloading at positive temperatures. Heating system failures expose the transported paints to an unpredictable long period of exposure to temperatures close to 32 °F (0 °C) and much lower, depending on latitude and the winter season in different regions of the world.
When water freezes in the packaging of dispersion paints, ice crystals form, which increase in volume due to the temperature drop, and cause deformation of the polymer dispersion particles and force additives into them, especially surfactants that cause the polymer particles to coagulate.
For preventive protection of water-based dispersion paints against uncontrolled exposure to low temperatures, appropriate additives can be used to prevent damage to paints and the raw materials present in them, the vast majority of which are highly sensitive to frost. This coagulation (Figure 1) may be manifested by the presence of lumps, an increase in viscosity, or complete coagulation in the form of needles, lumps, or solidification in a bucket referred to as a "hockey puck." It may be deceptive to think that the paint, after a freeze-thaw operation, while still in liquid form, is fully suitable for application. The destruction of the binder may not have caused an increase in viscosity or coagulation, but rather changes that will be visible only during the operation of the coating (decrease in resistance to mechanical factors, weather conditions, etc.). To eliminate such "surprises," it is necessary to have adequate knowledge about the stability of specific paint formulations during freezing and thawing and about freeze-thaw-resistant additives (FTRA) that support this stability.

FIGURE 1 ǀ Paint failure due to freeze-thaw action can take various forms of coagulation.
However, in order to select such agents, knowledge about their operation, the influence on the other coating parameters, and methods used to evaluate at the laboratory level, both the dose of such additives and their interaction with other raw materials present in the recipes, is needed.
Freeze-Thaw Resistance Test Program
Properly planned tests, controlling their conditions, and post-test evaluation are undoubtedly the most important components of assessing frost resistance of raw materials, dispersion paints, and combinations of additives aimed at stabilizing the liquid form of the suspension in the form of polymer dispersion and the finished paint against frost damage.
For this purpose, the Spektrochem laboratory developed a test program based on the ASTM International test methods. It includes two stages of testing to stabilize dispersion paints against frost.
The first stage involves ladder tests (tests in gradually changing doses of FTRA). They are carried out both on the finished latex paint formulation and on the polymer dispersion in order to determine the influence on the stability of the dispersion binder itself. At this stage, the aim is to determine to what extent negative temperatures and freeze-thaw cycles are damaging to the paint/binder and to establish an effective dose of FTRA additive to make the paint/binder frost resistant.
The next stage includes tests carried out on the paint with a selected dose of FTRA and checking whether there is an influence of this additive on the other properties of the paint. While the first stage is necessary to determine the dose to ensure stability, the second stage is necessary to provide the necessary knowledge about the stability of the paint with FTRA added during storage.
TABLE 1 ǀ Effects of FTRA.
* Ladder tests at various doses of FTRA additives vs. latex paint or polymer dispersion.
** Tests conducted on coatings obtained from paints with a dose-ensuring freeze-thaw stability determined by ladder tests.
The scope of the tests in the first stage usually includes the determination of viscosity (changes in viscosity), determination of the presence of coagulates, agglomerates, and inclusions due to this in the coating, and change of color and gloss (in the case of paints other than matte). The standard scope of the tests are defined by the ASTM D2243 standard, according to which freeze-thaw stability tests are carried out. In the second stage, the scope of the tests may be appropriately modified, depending on the type of paint and its requirements; however, the aim is always to determine the influence of the FTRA additive on key parameters that can be changed by it when the paint is not subjected to freezing.
It is important to remember that FTRAs are not intended to allow transportation or storage at freezing temperatures, but preventive protection against the occurrence of such instances in which the paint freezes (at least partially) and thaws. Therefore, the scope of the tests is so that they are carried out in appropriate temperature variants and a different number of freezing and thawing cycles.
ASTM D2243 Test Method
The paint freeze-thaw stability testing procedure in accordance with ASTM D2243 underwent a minor modification in 2020. The existing standard, ASTM D2243-95 (reapproved 2014), has been withdrawn and replaced by ASTM D2243-20.
The ASTM D2243-20 procedure is based on cyclic freezing and thawing of paint placed in a test container. The prepared set of paint containers is placed in a freezer at 0 °F (-18 ° C) or another agreed temperature, carrying out five cycles of freezing during 17 hours, and 7 hours of defrosting at ambient temperature in the laboratory (Figure 2). The 2020 version of the standard introduces a procedure for the gradual removal of the paint cans after each cycle, thus obtaining a set of five paints frozen in one, two, three, four, and five cycles, and a sixth sample as the reference paint. Within the scope of the modification introduced to ASTM D2243 in 2020, there is also a modified method of specimen evaluation, in which the type of damage of the samples is assessed on a 10-point scale, as well as the Stormer viscosity/or apparent viscosity (Brookfield) and the appearance of the coating (color, gloss, inclusions). The ASTM D2243-20 test procedure also divides the tests into 24-hour and 48-hour tests.

FIGURE 2 ǀ Paint samples in 1-pint (16 fl. oz.) cans on removal after a freeze cycle.
The ASTM D2243 standard does not include such requirements, however, when such tests are carried out in the Spektrochem laboratory, temperature and humidity loggers placed in the freezer during the test, as well as during defrosting, are used. Data from such recorders provide a lot of useful information about the time when the sample was actually brought to a certain temperature, how long the defrosting process lasted, what the temperature graph during the test looked like, etc.
Case Studies
This article discusses selected test results (case studies) conducted in accordance with the new version of the ASTM D2243 standard (research work at the draft standard stage), but for three freezing and thawing cycles for the 24-hour test procedure.
Based on the test program described above, tests were carried out to verify the effect of latex paint freeze-thawing additives. The tests aimed to determine the stabilization effect of FTRA on freezing and thawing of the polymer dispersions that are used as binders in latex paints, and then the effect of FTRA on the freezing and thawing of latex paints prepared on a laboratory scale. The tests simultaneously determine the properties of paints and coatings that are not subjected to freezing and defrosting in order to determine the extent to which FTRA affects the performance of paints and coatings.
The tests carried out in the Spektrochem laboratory are used to determine the effectiveness of operation at specific doses for additives stabilizing dispersion coating products for freezing and thawing.
First Set of Tests
In the first set of tests, a freeze-thaw test was performed on two polymer dispersions differing in MFFT (minimum film forming temperature), Tg (glass transition), and the type of surfactants:
- Polymer latex #1 (styrene-acrylic): MFFT 68 °F (20 °C), Tg 72 °F (22 °C), 50% non-volatile matter, biodegradable anionic surfactants.
- Polymer latex #2 (styrene-acrylic with acrylonitrile): MFFT 32 °F (0 °C), Tg -7.6 °F (-22 °C), 60% non-volatile matter, anionic surfactants.
Freezing and thawing were performed in three, 24-hour cycles at a sample freezing temperature of 0 °F (-18 °C). Appearance in relation to the reference sample and consistency were assessed. The test results are in Table 2.
TABLE 2 ǀ Liquid sample appearance and Stormer viscosity of two polymer dispersions after a freeze-thaw test.
Figures 3 and 4 show the visual destruction of the failures.

FIGURE 3 ǀ Polymer latex #1 after three cycles (sample on the left) and a control sample (on the right).

FIGURE 4 ǀ Polymer latex #2 after three cycles (complete failure and granularity).
The above results show that, depending on the type of polymer dispersion, its freeze-thaw stability is very different. There is no way to infer this stability after MFFT or Tg, because it depends mainly on the molecular weight, as well as surfactants, the data of which the manufacturer does not provide. The key lies not only in their type (cationic, anionic, non-ionic), but also how they work with the appropriate particle size distribution, whether they are polymerizable or not. The above difficulties in interpreting the freeze-thaw stability of the polymer dispersion make it necessary to perform each time tests are carried out at different temperatures and for a different number of cycles.
Second Set of Tests
Subsequent tests included the preparation of latex paints with the above polymer dispersions, in which the freezing stability of the full paint recipe with other raw materials is also checked, as well as the effect of the applied FTRA doses on the freezing stability and the effect on the properties of paints and coatings, without freezing the samples before testing. Such tests are a standard when determining the recommendations and effectiveness of doses of new raw materials dedicated to the paint and varnish market.
Due to the high temperature of film formation by polymer dispersion #1 (68 °F/20 ° C), it was necessary to determine the doses of coalescing agents that would reduce MFFT to the level of 32-39 °F (0-4 °C). For this purpose, before the preparation of the paint formulations, the coalescing curves were determined in accordance with ASTM D2354-10 (2018) (Figure 5).

FIGURE 5 ǀ MFFT tests for polymer latex #1 with coalescing agents according to ASTM D2354.
In the scope of the tests, two coalescing agents with different freezing points were used. The choice of coalescents was dictated by the desire to check whether the different freezing temperature would have an impact on the stability of the paints in the freeze-thaw tests. The characteristics of the coalescing agents are presented below. The data on the GHS and NFPA704 classification were presented for the Canadian and U.S. markets, as the project for which the tests were performed was carried out for the needs of that market.
TABLE 3 ǀ Characteristics of coalescing agents.
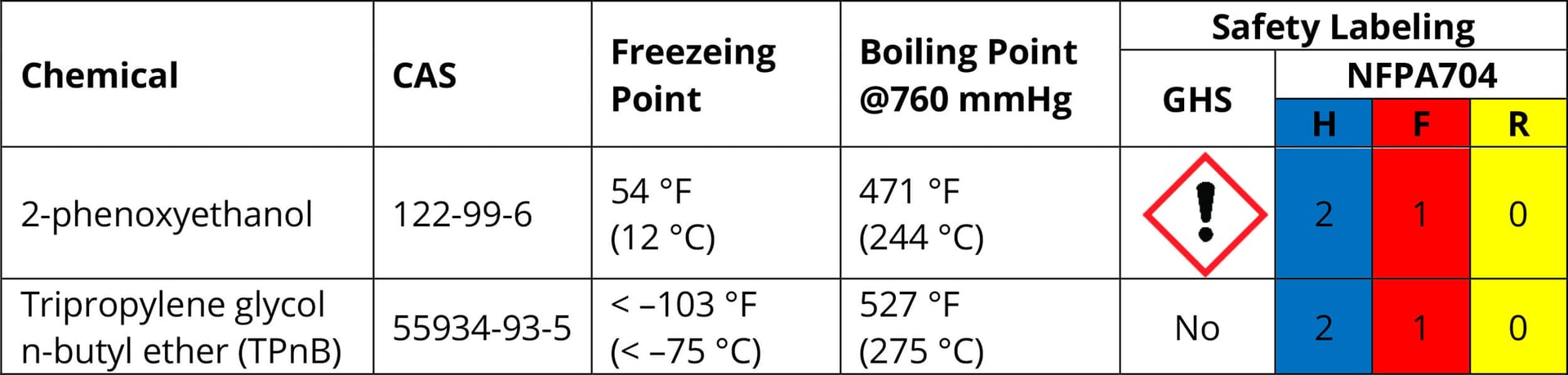
For the tested polymer dispersion #1, a reduction of MFFT to the range of 0-4 °C was obtained for a dose of 4% by weight for both coalescents. This amount was included in latex paint formulations (amount of coalescing agent based on the total amount of polymer dispersion).
Latex paints in the form of tinting bases (medium base) were prepared for the tests. The recipe for paints prepared on a laboratory scale for testing is shown in Table 4. (USC units – pounds due to the preparation of recipes for the NAFTA market).
TABLE 4 ǀ Formula for paints prepared on a laboratory scale for testing.
Table 5 shows the results of freeze-thaw stability determinations carried out according to ASTM D2243-95 (2014) in three cycles at 0 °F (-18 °C).
TABLE 5 ǀ Results of freeze-thaw stability determinations according to ASTM D2243-95.
The results of the paint resistance to freezing and thawing show that the presence of coalescing agents significantly influenced the stability at negative temperature. The paint sample on polymer latex #1, prepared as a control for the tests without a coalescing agent, showed no changes in the appearance (no coagulants, granularity, etc.), and after three cycles of freezing and thawing in accordance with ASTM D2243-95 (2014) it showed only a 15% increase in consistency. This is an acceptable result, taking into account the fact that the prepared medium base constitutes the basis for tinting in a fairly large proportion of colorants, hence the initial consistency setting at about 110 KU.
In dispersion paints used in the DIY market, there is no possibility of annealing the coatings or the use of drying at elevated temperature, therefore the presence of coalescing agents in the formula is necessary. As the tests carried out showed, however, coalescents disturb the freeze-thaw stability, even though it is often assumed that coalescents with a very low freezing point will additionally stabilize the damaging effect of frost. In the case used, the TPnB coalescent has a freezing point below -103 °F (-75 ° C), so much lower than the test temperature 0 °F (-18 ° C), which shows that these assumptions are, unfortunately, wrong and deceptive. The results of the above tests show that in order to stabilize the paints prepared in this way, where it is not possible to eliminate the coalescing agents from the recipe, it is necessary to carry out tests aimed at the selection of freeze-thawing agents (FTRA).
The destruction of paints (Figures 6-8) with coalescing agents is caused by the pressure generated by the freezing water pressing on the particles of the polymer dispersion. The deformation of the particles caused in this way is similar in mechanism to those that occur during the process of water evaporation during the formation of the coating. However, here the water does not evaporate (tightly closed can), and the coalescents are additionally "pressed" into the surface of the polymer particles, causing their irreversible coagulation. This is why the sample without the coalescing agent was not destroyed due to the lack of an additional agent that would cause the polymer particles to coagulate under the pressure generated by the ice.

FIGURE 6 ǀ Paint with 2-phenoxyethanol after three cycles (left) and control (center).

FIGURE 7 ǀ Paint with TPnB after three cycles (left) and control (center).

FIGURE 8 ǀ Paint without coalescent after three cycles (left) and reference sample (center).
In order to select an additive that immunizes the paints against freezing and thawing, paints were prepared from the formulation as above, but using FTRA doses of 1% and 3% based on the entire paint formulation. The name of the additive used in the tests is proprietary.
The test results are shown in Table 6 for freeze-thaw stability in three cycles according to ASTM D2243-95 (2014). This article presents exemplary results for the paint on latex #1 with the coalescing agent TPnB.
TABLE 6 ǀ Results for freeze-thaw stability stability in three cycles according to ASTM D2243-95.
The analysis of the obtained results allows for conclusions about the influence of FTRA additive on the consistency of paints, as well as the changing stability on freezing and thawing along with the increase of FTRA content in the paint. The addition of the tested FTRA reduces the consistency of the paint, which provides information about the need to modify the formulation in terms of rheological additives, as lowering the consistency of the control samples from 110 KU to 87 KU at a 1% dose and to 73.6 KU at a 3% dose will cause problems when coloring the base with pigment pastes, lowering the consistency even more. Of course, this is not a problem in terms of modifying the paint viscosity, but it shows the need to take such modification into account when formulating the final recipe.
On the other hand, in terms of the effect on the stabilization of paints against damage at negative temperature, an improvement can be noticed already at a dose of 1%, because the sample can be mixed by hand, and is semi-liquid but with the presence of coagulants (Figure 9). It also shows a significant increase in consistency (42.5%), however, you can see the effect, which can be even more effective at a dose of 3%. The sample shows only very slight deterioration and the presence of slight amounts of coagulates and a nearly 30% increase in consistency (Figures 10-11), which is an unacceptable result due to high market expectations in terms of consistency stability. For this reason, further tests of the paint from the tested recipe were not performed.
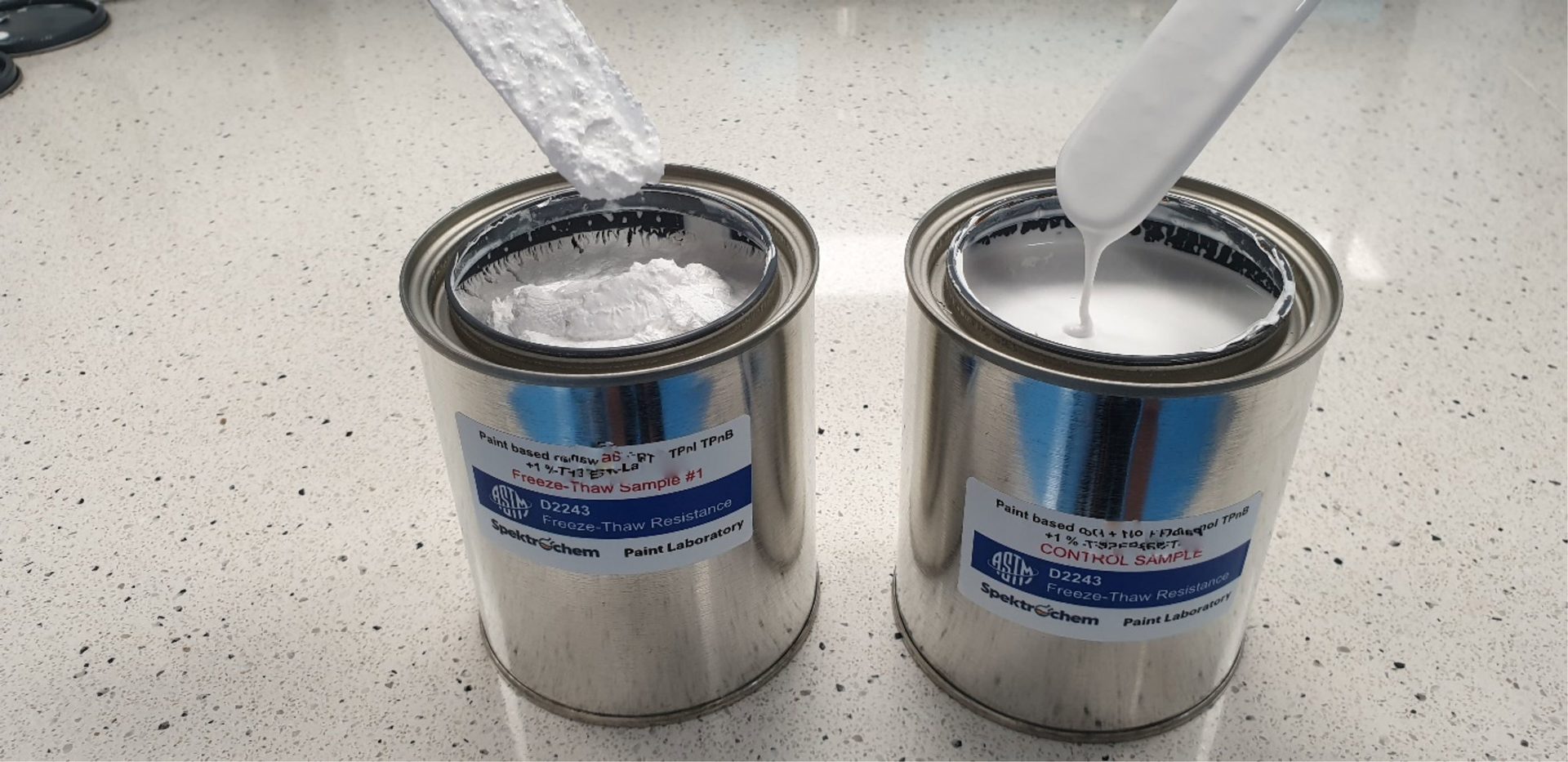
FIGURE 9 ǀ Paint with FTRA 1% after three cycles (left) and control (right).
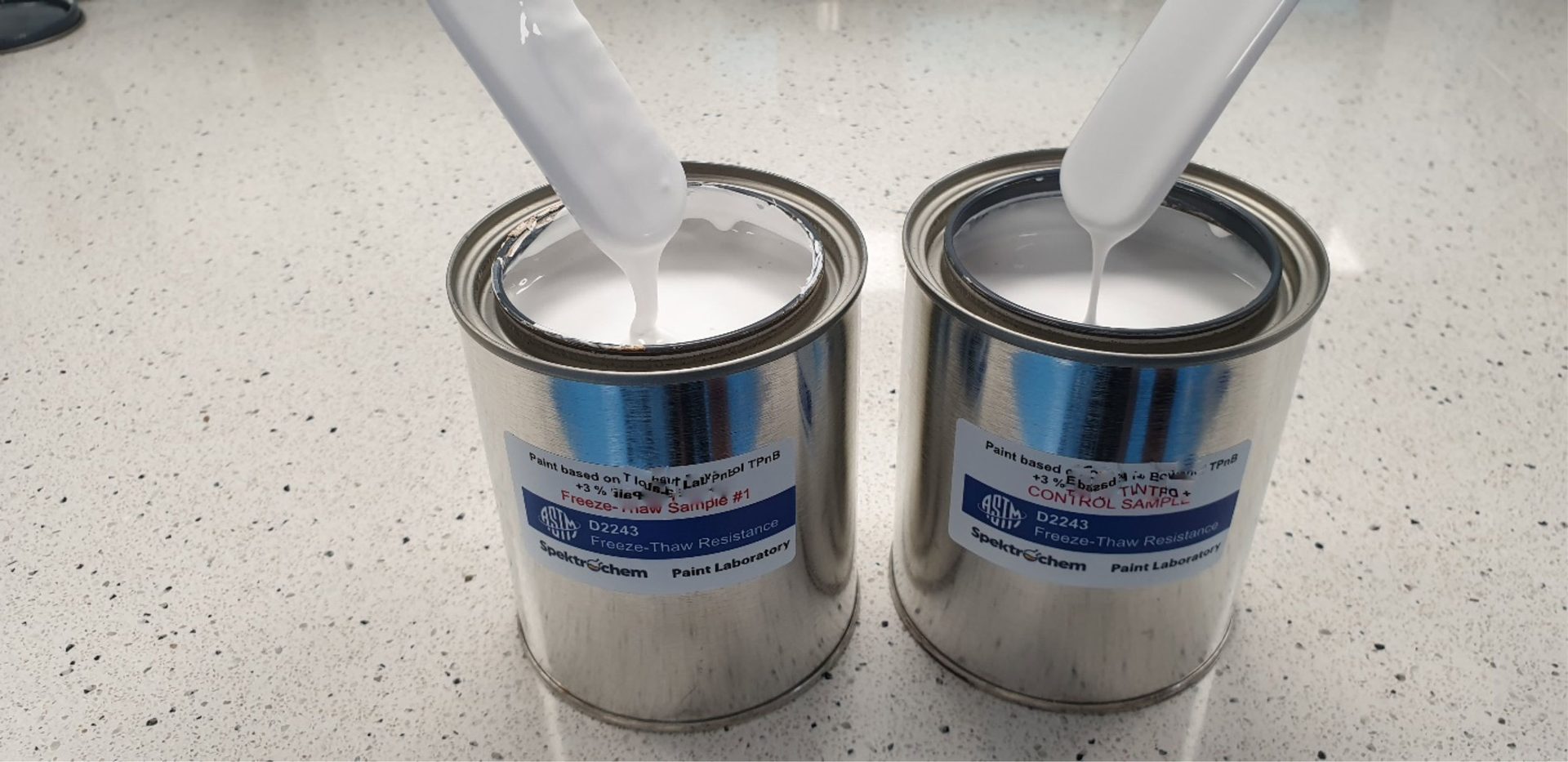
FIGURE 10 ǀ Paint with FTRA 3% after three cycles (left) and control (right).
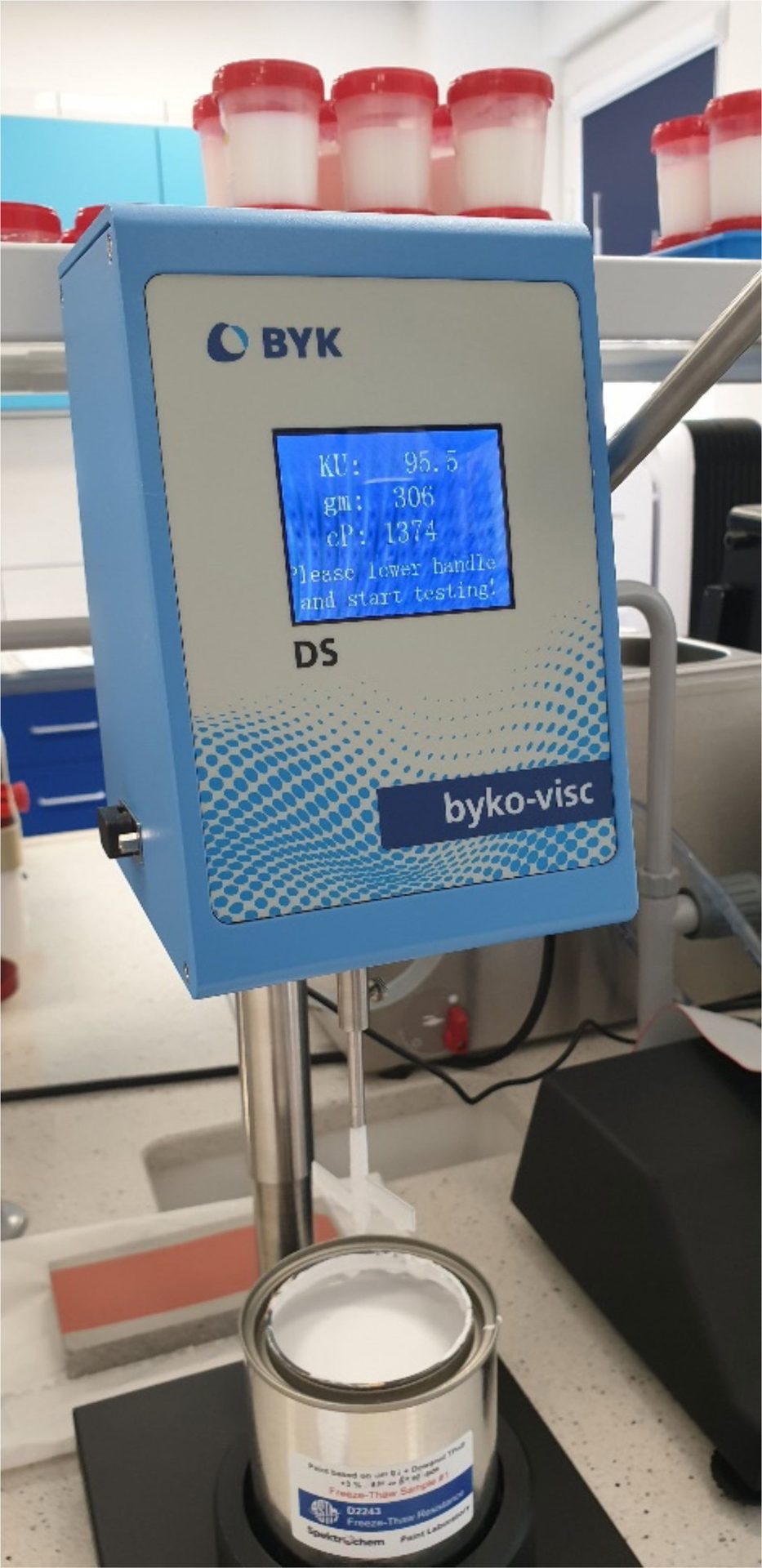
FIGURE 11 ǀ Measurement of paint viscosity using a Stormer viscometer.
The full range of tests were carried out with paint based on polymer latex #2. The formulation was generally the same except that no coalescents were used due to the formation of polymer latex #2 film at 32 °F (0 °C). The tests were carried out in an identical manner, three freeze-thaw cycles at 0 °F (-18 °C). according to ASTM D2243-95 (2014). The evaluation of the samples in terms of appearance after thawing after the end of the last cycle and the results of the determined consistencies are presented in Table 7.
TABLE 7 ǀ Evaluation of appearance and results of the determined consistencies of samples.
The presented results show a completely different effect of FTRA on the tested ink. This is due to the use of a completely different polymer dispersion. The control paint without FTRA shows very high coagulation and is foamed, however it can be easily mixed by hand with a spatula (Figure 12), enabling the measurement of consistency, which only increased by 10% after three freeze-thaw cycles. The use of FTRA at 1% and 3% shows an increasing improvement in freeze-thaw stability. The sample with the addition of 1% FTRA shows moderate coagulation, it is also foamed, but shows virtually no increase in consistency (Figure 13). The addition of 3% FTRA improves the stability to a significant extent (Figure 14). The sample shows a slight deterioration in the form of locally present coagulants, it is also foamed and can be mixed very easily. The only concern is the decrease in consistency by almost 6%.

FIGURE 12 ǀ Paint based on latex #2 without FTRA addition after three cycles (left) and control (center).

FIGURE 13 ǀ Paint based on latex #2 +1% FTRA after three cycles (left) and control (center).

FIGURE 14 ǀ Paint based on latex #2 +3% FTRA after three cycles (left) and control (center).
Further tests were also carried out under the program such as coating assessments. The first assessment was to apply to the test cards with an automatic applicator and to check what the coatings look like in the wet state, just after application, and after drying. Figure 15 shows the appearance of three wet stripes of coatings obtained from paints after three freeze-thaw cycles (from left: paint with no FTRA, paint with 1% FTRA, paint with 3% FTRA). The control paint without the addition of FTRA shows significant coagulation, which disqualifies it from being used as a finishing coat on walls.
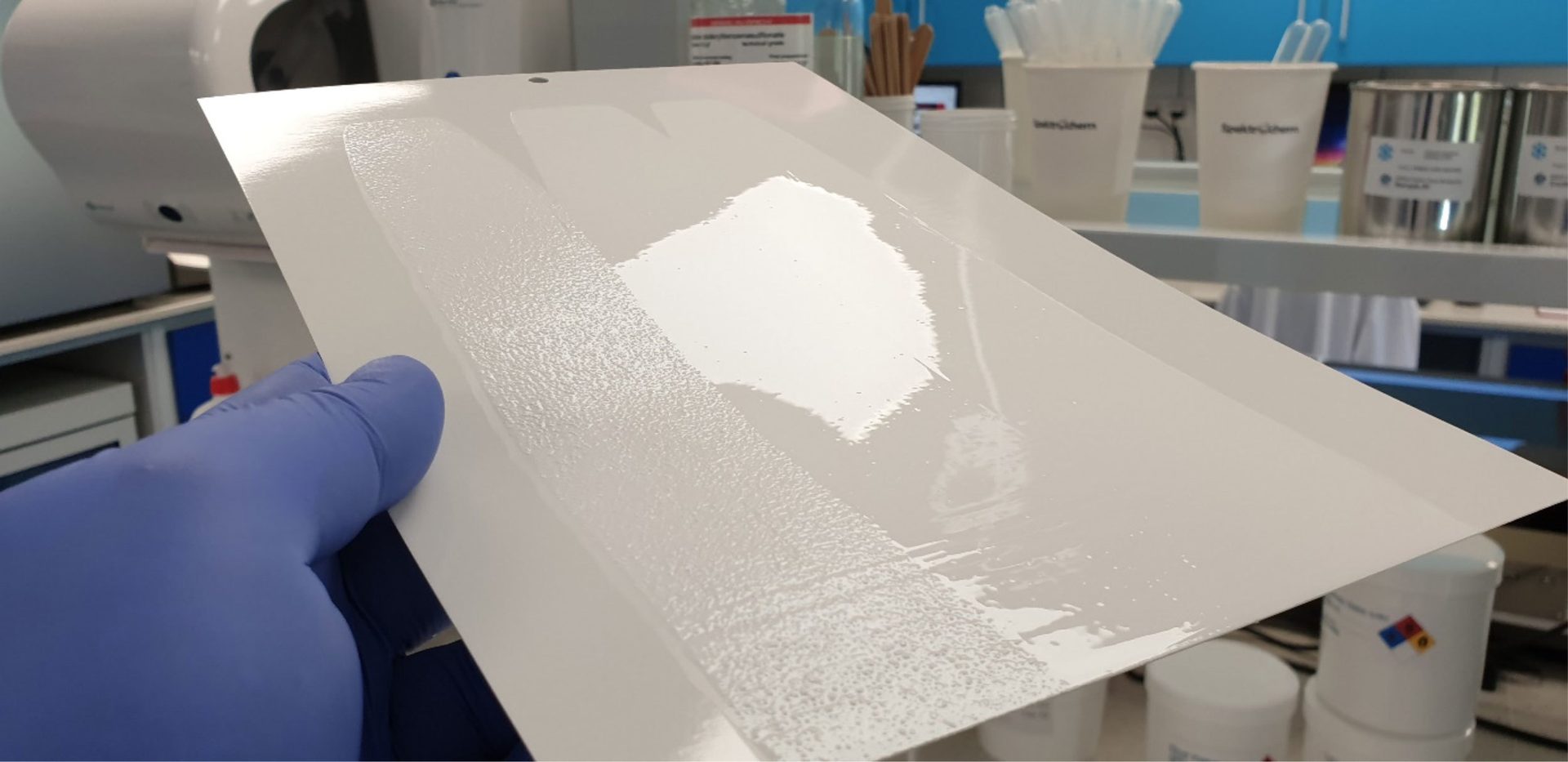
FIGURE 15 ǀ Coagulates present in control paint (without FTRA) after three freezing cycles visible on wet film.
After the coatings had dried, another evaluation was made and it was found that the coating of the control paint without FTRA obtained from the thawed samples showed a rough, dull surface, the appearance of which is due to coagulants (also visible in the wet film). The 1% and 3% FTRA-paint coatings showed no disadvantages. The assessment was supplemented with the determination of the gloss of coatings in accordance with ASTM D523. The results of the gloss tests on coatings obtained from thawed paints are shown in Table 8. The results were compared with the gloss of non-freeze paint coatings.
TABLE 8 ǀ Results of the gloss tests on coatings obtained from thawed paints.
The results of the gloss tests show a very interesting phenomenon, and more precisely, it is about the increasing gloss of the coating with the addition of FTRA. This applies to both control samples (not subjected to freeze-thaw) and samples after three freeze-thaw cycles. This is because FTRA is composed of various types of polymer surfactants that, together with the polymer dispersion, increase the gloss of the coating. This phenomenon can be observed especially in samples with a high content of polymer dispersion.
Another test showing the effect of FTRA on the properties of the coatings was the determination of the scrub resistance according to ASTM D2486. This standard applies to high-quality paints with a high binder content, especially when no differences in scrubbing resistance can be demonstrated using the ISO 11998 method, because the result of the analyzed paints is always class I (coating thickness loss <5 µm after 200 scrubbing cycles). Table 9 shows the results of the scrub-resistance tests in accordance with ASTM D2486.
TABLE 9 ǀ Results of scrub-resistance tests in accordance with ASTM D2486.
The results represent the number of cycles to wipe the coatings at the shim position according to ASTM D2486, such as a 12.7-mm-wide line. The analysis of the results can provide a lot of valuable information that shows that the addition of FTRA definitely increases the scrub resistance of the coatings, and this increase is stable both for samples not subjected to freezing and after three freeze-thaw cycles. The photos show the appearance of the coatings after scrubbing. Figure 16 shows a wipe of a control coating containing no FTRA (wiped photo of 980 cycles of coating obtained with non-freeze paint). It shows the coagulated polymer particles present in the coating after thawing and its lower strength, which of course is mainly dependent on the coagulation of the binder. Figures 17 and 18 show that 1% and 3% FTRA coatings show practically the same wet scrub resistance result.
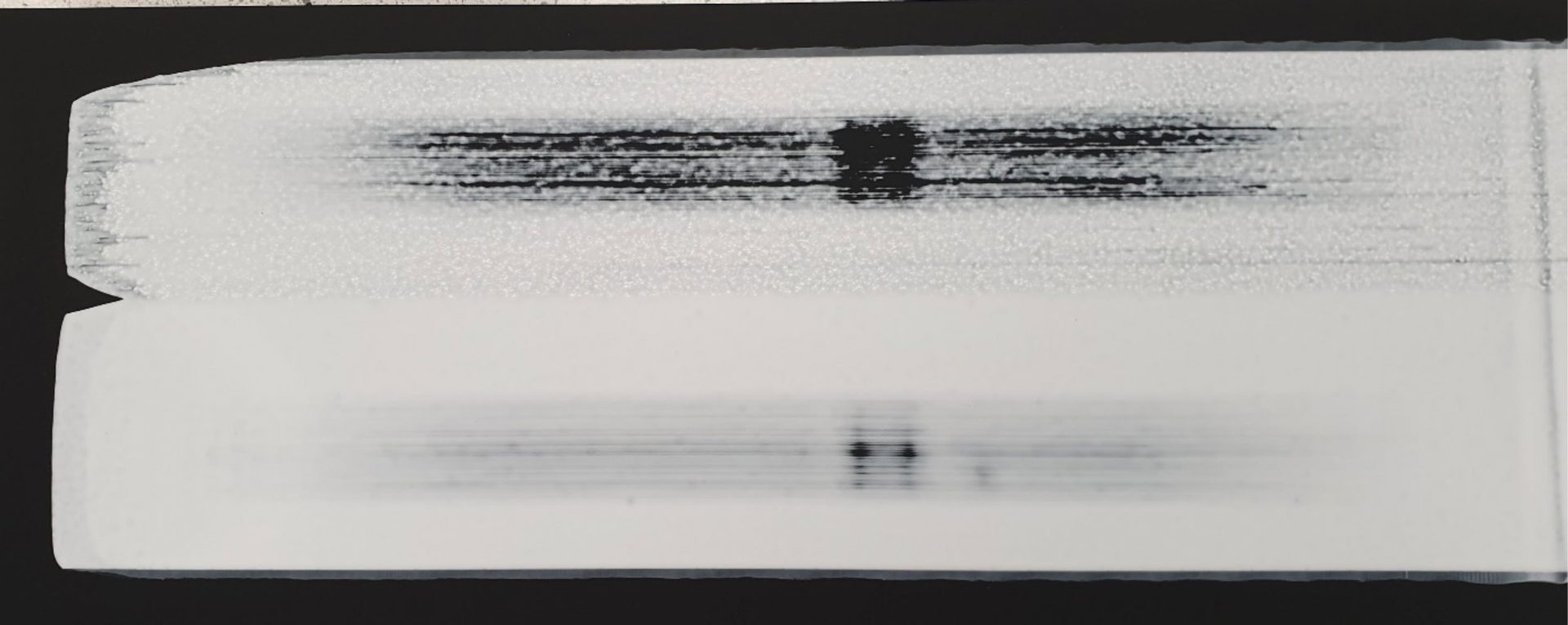
FIGURE 16 ǀ Paint without FTRA - control at the bottom, not frozen, at the top - after three cycles of freezing and thawing.
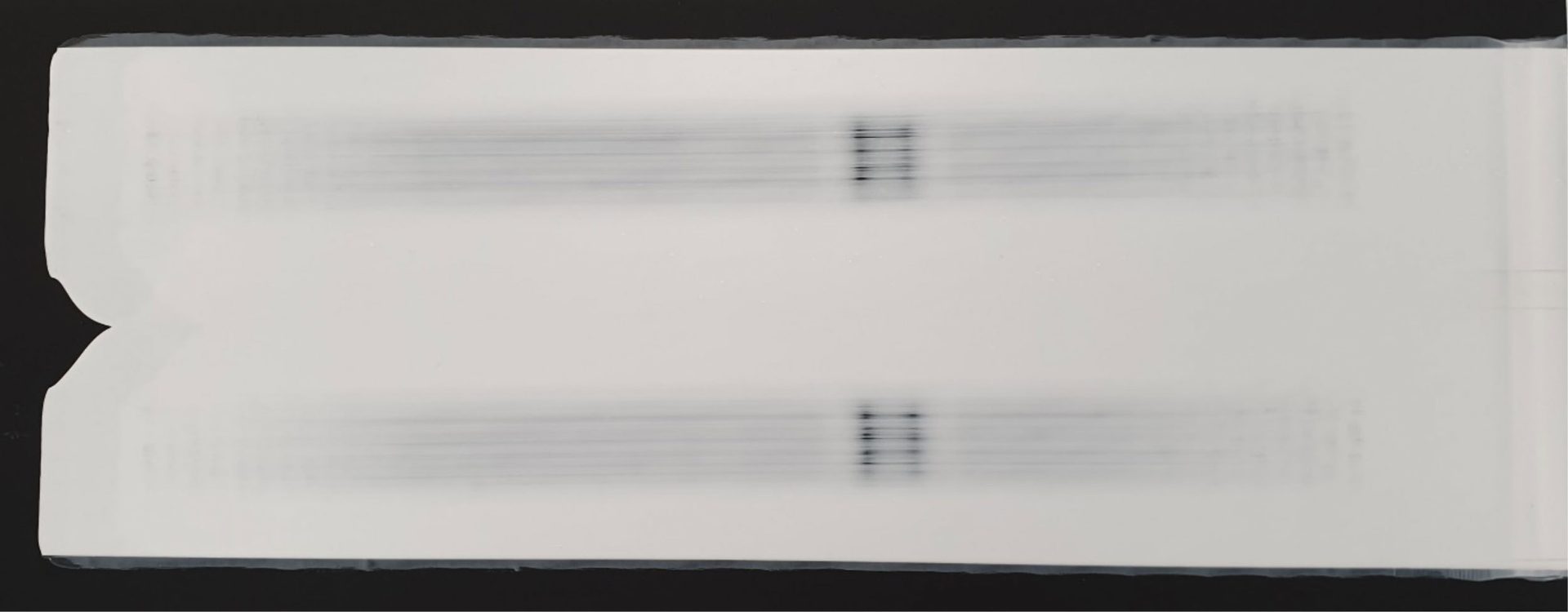
FIGURE 17 ǀ Paint with 1% FTRA - bottom not frozen, top after three freeze-thaw cycles.
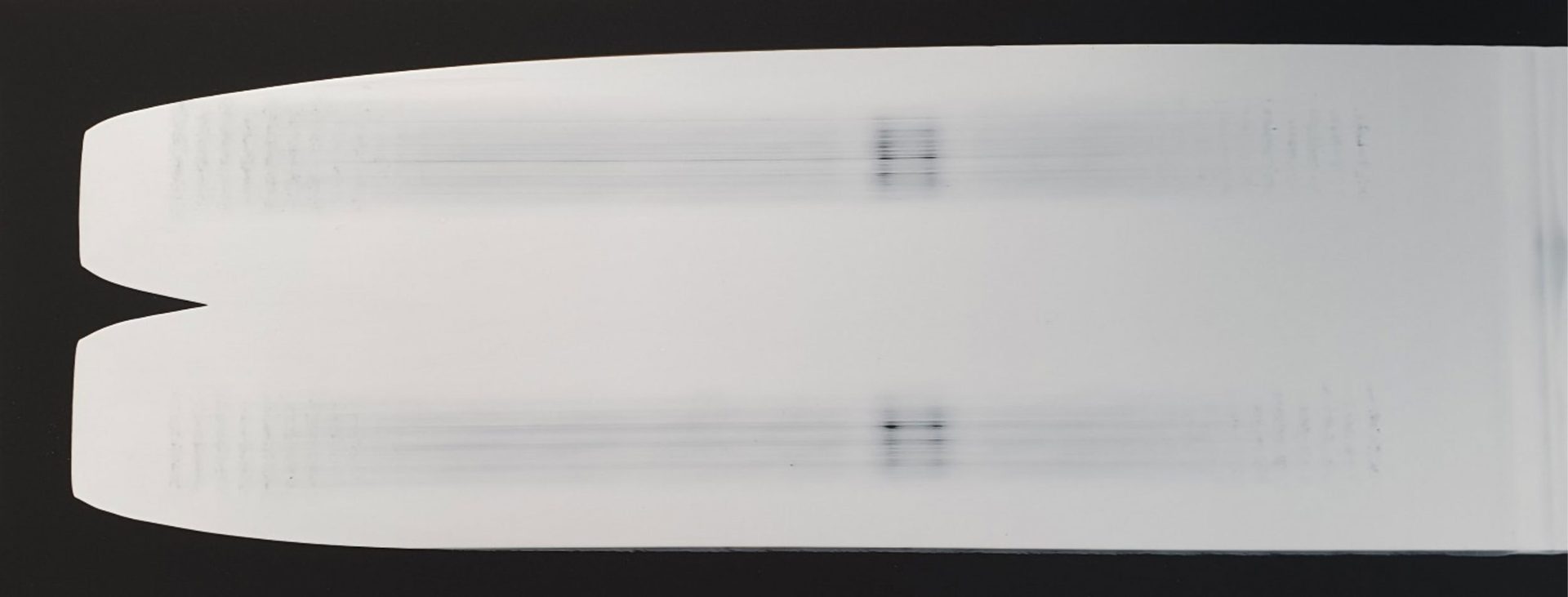
FIGURE 18 ǀ Paint with 3% FTRA - bottom not frozen, top after three freeze-thaw cycles.
Summary
The presented selected test results carried out as part of the project, "Freeze-Thaw Additives Dedicated to the Canadian Market," show how the use of the ASTM D2243 test method can contribute to the precise and reproducible testing of the stability of polymer dispersions and paints for freezing and thawing, as well as for tests of additives to ensure freeze-thaw stability. The results show the importance of coalescents and the type of dispersion in the tests of freeze-thaw resistance. Other raw materials, which are not present in the article as factors influencing the results, have no less influence.
The purpose of the use of FTRA additives is to induce the paint behavior in such a way that the samples that are not subjected to freezing and the samples after freezing and thawing have the same parameters. The importance of properly conducted tests and the reliance on recommendations of raw materials based on extensive laboratory tests provide reliable tools for technologists and laboratory technicians from R&D departments of paint producers.
Providing such tools based on case studies and ladder tests carried out in accordance with ASTM standards ensures the repeatability and relevance of the test results in the daily R&D work on new paint and varnish recipes.
References
- ASTM D2243-95 (Reapproved 2014) Standard Test Method for Freeze-Thaw Resistance of Water-Borne Coatings (standard withdrawn in 2020).
- ASTM D2243 draft amendments to the standard and records of meetings of the ASTM Committee for Architectural Paints and Coatings D01.42.
- ASTM D2243-20 Standard Test Method for Freeze-Thaw Resistance of Water-Borne Coatings (standard superseding the previous version).
- Freeze-thaw additives dedicated to Canadian market, Spektrochem’s research project 2019 "Freeze-thaw additives dedicated to Canadian market."