Ready to proof -- Clare 12/7/22
CB proofed 12/12 left one comment for KJ
KJ proofed on 12/12. Courtney, I tried to add a period at the end of the deck because I thought we should use one, but then it returned a word to the next line. So I think it is ok to leave it as is.
Ready for author
Image courtesy of Blackmer
Solving Solvents: The Case for Sliding Vanes
Sliding vane pumps offer potent processing option for low-viscosity liquids
By Chris Hordyk, Product Manager, Blackmer
Multiple industries rely on process pumps for handling a variety of substances that help the world function as it does today. Those substances come in all forms from the thicker varieties like asphalt and adhesives to the thinner variations like acetone and water.
Those thinner liquids are part of a broader group of low-viscosity chemicals known as solvents. These reactionary compounds dissolve other substances, a process that creates a new mixture or chemical. Millions of workers in the United States and across the globe handle solvents at processing plants. While these essential substances are found around the world, they are also not easy to process.
Many substances classify as solvents, such as acetone, benzene, ethanol, glycerin, hexane, methanol, toluene, and even water. The nature of solvents presents several challenges to process pumps. One of the primary obstacles is keeping them contained within the pump and the associated systems. Some solvents pose health risks, especially after long exposure, causing ailments such as respiratory impairment, liver and kidney damage, and even some cancers.
These substances also are expensive, meaning operators cannot afford leakage, even small amounts. Given their pricey nature, it also means that operators must find a way to avoid wasting product that could be left over in the pump and transfer lines. If they do not have a way to retrieve and salvage it, they must flush it out and lose the product altogether. Line stripping becomes a key feature that operators need out of their equipment when processing and transferring solvents. Without it, they also run the risk of product contamination if they are processing more than one solvent through the same pump.
Another challenge is the low lubricity on top of solvents’ low viscosity. Without lubricating properties, pumps that cannot run dry will struggle and suffer when trying to process solvents. Running a solvent through a pump that requires lubrication means the internal components will sustain damage during the process cycle. Repeated processing will eventually lead to failure. Additionally, not all pumps can handle thin liquids well, which creates process performance and efficiency problems.
While solvents are not simple substances to process, there is one pump technology capable of handling them seamlessly. Many operators will instantly think of centrifugal pumps, which can process solvents, yet another pump has similar, if not, better attributes for this type of processing. That pump technology is sliding vane pumps. This article will look at sliding vane pumps and why they are one of the best-suited process technologies for solvents.
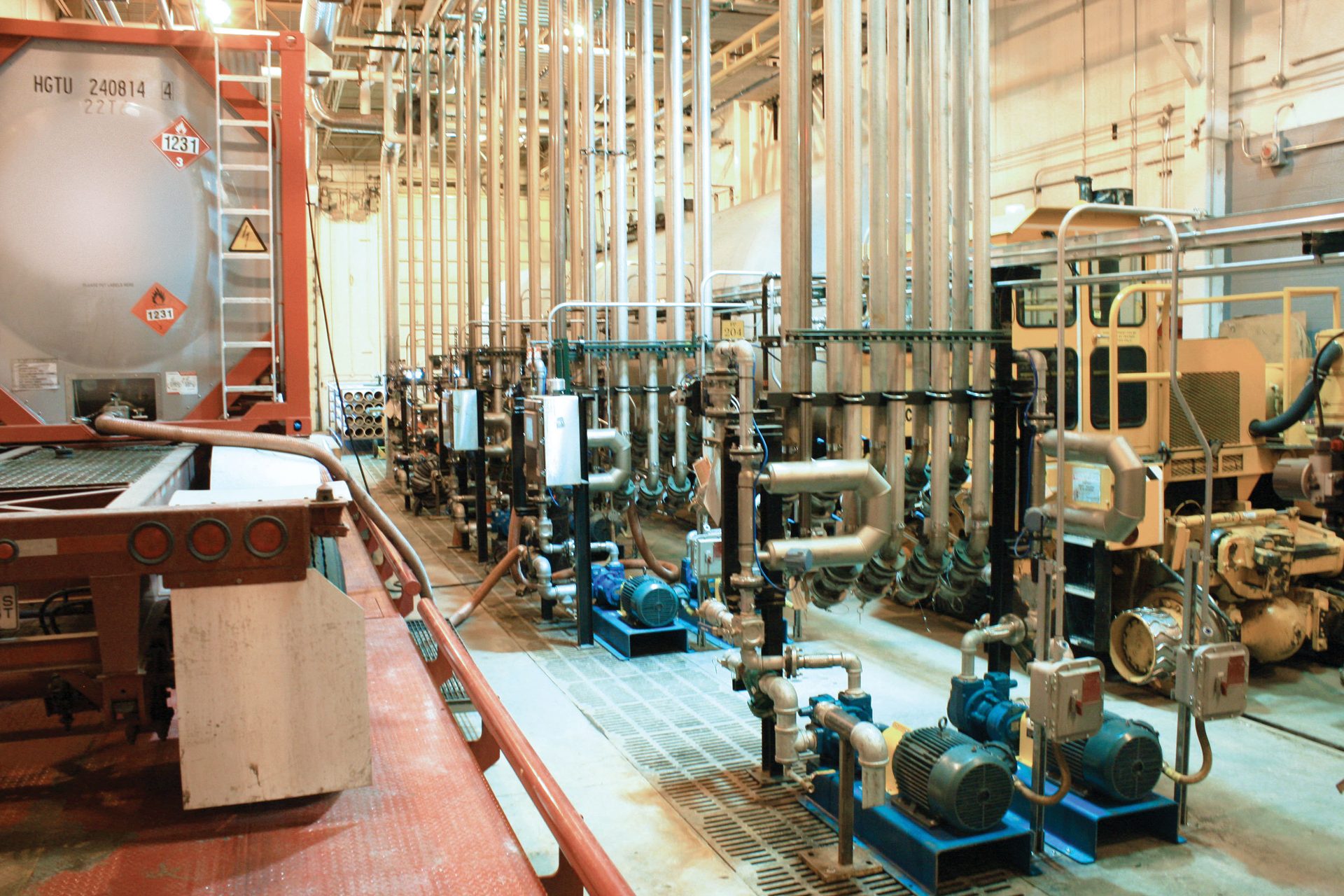
With more than one million gallons of on-site liquid storage and the ability to handle various types of chemicals simultaneously at its new facility in Pleasant Prairie, WI, USA, EMCO Chemical Distributors, Inc., needed to identify and implement pumping technology that could satisfy a wide array of operational parameters. The solution was acquiring 74 GX Series sliding vane pumps from Blackmer®. EMCO designed its facility so that tank trucks and railcars could be loaded and unloaded side-by-side. Adding to the efficiency of this design are a series of these sliding vane pumps.
The Composition of Sliding Vane Pumps
Sliding vane pumps use a set of sliding vanes guided by a rotor inside the pump. When the rotor turns, the vanes slide in and out of their respective cavities. This motion creates variable chambers, allowing the liquid to flow into one after the other. Each vane provides a positive mechanical push to the liquid in front of it. Once the liquid reaches the outlet, the pumping chamber compresses and discharges the liquid.
Three forces maintain vane contact with the chamber wall: centrifugal force from the rotor’s rotation, push rods moving between opposing pairs of vanes, and liquid pressure entering through the vane grooves and acting on the rear of the vanes.
Each revolution of a sliding vane pump displaces a constant volume of fluid. Variance in pressure has minimal effect. Energy-wasting turbulence and slippage are minimized, and high volumetric efficiency is maintained. Variances in pumping pressure have little effect on the sliding vane pump’s flow rate, and the open flow profile provides a gentle and low-shear environment within the pump.
Sliding vane pump operating principles allow it to offer volumetric consistency throughout its operational life, as well as the ability to handle a wide range of liquids, including ultra-thin liquids (0.2 cP) up to 22,500 cP without compromising its performance.

Blackmer delivered the GX Series sliding vane pumps to EMCO as part of an Engineered Package Solution that consisted of the pump, motor, coupling and coupling guard, all of which were attached to a baseplate for easy handling and installation.
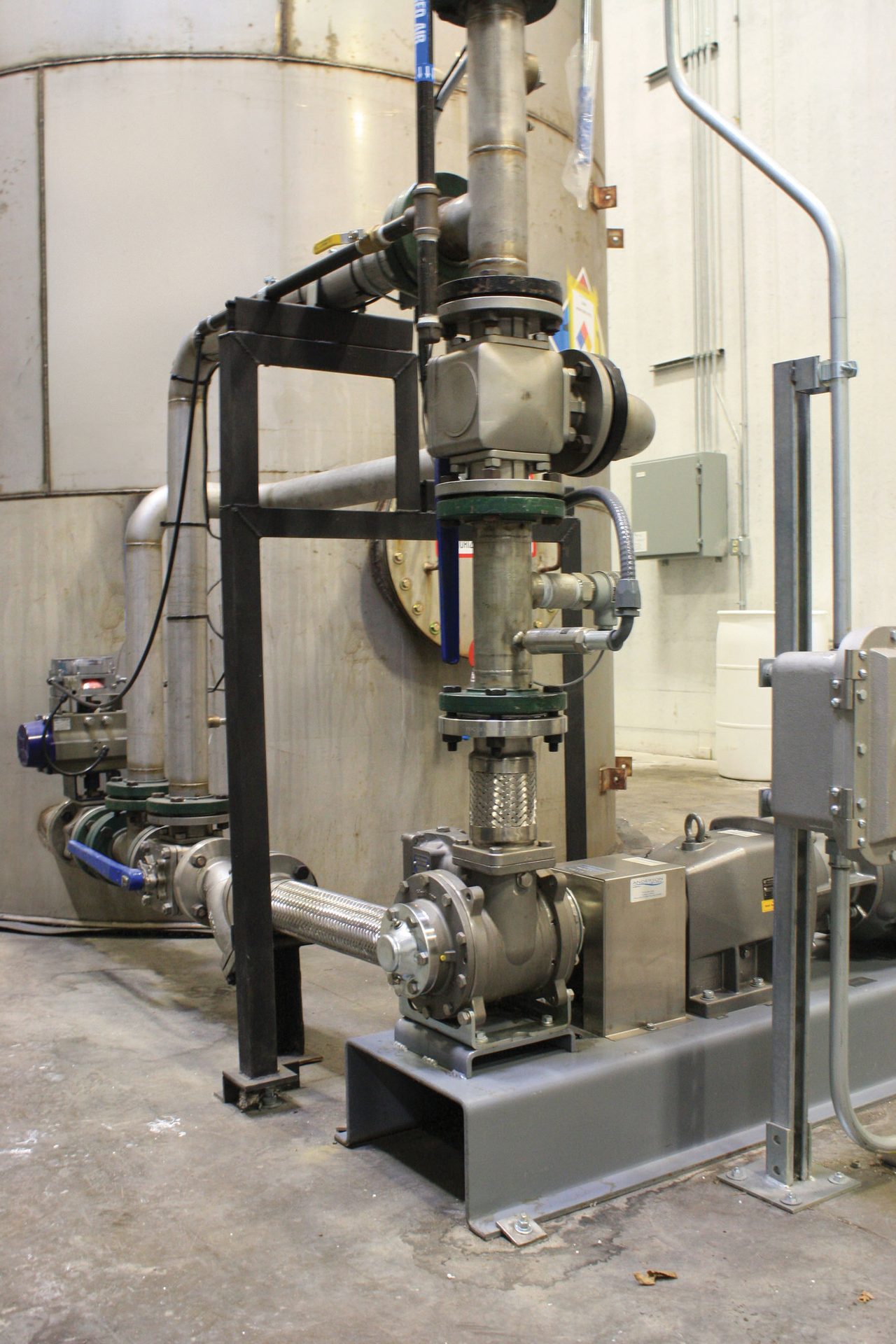
The clean room at the new EMCO facility utilizes a stainless-steel SNP Series sliding vane pump to transfer chemicals with unique handling characteristics.
Tight Seals for Solvents
Many pumps struggle with solvents due to their nature. Solvents are thin liquids with low viscosities and will find leak points easily. Most of the time, those leak points occur around or near a pump’s mechanical seals, a common component of this technology.
Sliding vane pumps combat leak points with their design, offering few, if any, areas for solvents to seep through. The magnetic-coupled model, for example, offers zero shaft leakage, meaning even the most hazardous solvents will be contained within the chambers of the sliding vane pump.
Even if a sliding vane pump experiences a leak, likely from a seal or o-ring, those components are easily replaceable without taking the pump offline. The sliding vane pump’s design allows for quick access, removal, and replacement of those components.
Dynamic seals are not an issue for the sealless version of the sliding vane pump. This variety means even fewer leak points, creating a safe environment for operators processing or mixing dangerous solvents. It also means one less wear part to worry about.
Lubrication Not Needed
Several processing pumps require a self-lubricating fluid to handle substances like solvents, which have low lubricity. Those pumps will suffer premature component wear and eventual failure if they repeatedly run those types of liquids through them.
Sliding vane pumps, meanwhile, do not have metal-on-metal contact, which allows them to run dry, meaning processing liquids with or without lubricating properties is not an issue. Being able to run dry also means sliding vane pumps do not suffer from galling or related effects that impact pump life.
No Waste Product Allowed
While sliding vane pumps are not the only pumps that can process solvents, some of them run into the problem of full product extraction. Some solvents are expensive to produce, and many operators using other pump technology are forced to flush the remaining product out of the pump, sometimes with an expensive cleaning chemical, before running another solvent or substance through it.
Sliding vane pumps, however, are ideal for product recovery. Because sliding vane pumps can run dry without detrimental effects, operators can line strip solvents from the pump, ensuring that the pricey product does not go to waste. This is not just for the pump either. Sliding vane pumps can start empty and still draw a vacuum. This suction force not only clears out product from the pump but also piping and hoses. The suction lift capability of sliding vane pumps exceeds 25 feet (8.3 m).
These features also allow sliding vane pumps to self-prime. After drawing a vacuum, the pump compresses air in the piping, pushes it through the discharge piping, and then draws liquid from the suction source. This process occurs until the pump is primed, all without damaging it.
Due to these features, operators do not have to worry about running an expensive cleaning chemical to clear out the pump, while also losing the contained product. Additionally, there are no concerns about the detriments that come from accidental dry run as the pump is designed to operate in this capacity.
A Champion of Thin-Liquid Processing
Thin-liquid processing is a specialty of sliding vane pumps, mainly due to their composition. The sliding vanes are designed to self-adjust for wear to sustain flow rate. The edges of each vane that contact the pump’s cylinder eventually wear out over time.
The vanes, held within the rotor, slide out as the edges wear, maintaining the same contact as a fresh variant. This means over the years, even with expected wear on the vanes, the performance of the pump will not suffer because the vanes continue to maintain their contact as they did out of the box. The pump will function optimally over its lifetime with the vanes ensuring volumetric consistency and preventing internal slip.
When the vanes eventually wear out, an operator can replace them seamlessly without removing the pump from the piping system, ensuring less downtime for the pump. The vanes, along with other wear parts on sliding vane pumps, are easily replaced, allowing operators to enjoy shorter maintenance periods and longer times between intervals.
The low-viscosity nature of solvents plays well in sliding vane pumps, especially given their viscosity range. Along with viscosity flexibility (0.2 to 22,500 cP), sliding vane pumps also have pressure flexibility, handling pressures up to 100 psi (6.9 bar) without sensitivity to a narrow best efficiency point (BEP) common to centrifugal pump designs.
Additionally, this technology is great with liquid variances. From ultra-thin liquids, to fluids with suspended solids, to those with seasonal viscosity, to vapors, sliding vane pumps are versatile when it comes to the substances they can process.
Other Benefits and Features
Functionality is a key attribute of sliding vane pumps. Some pump technologies operate optimally at a specific performance point. Because of a sliding vane pump’s wide and consistent flow range, the technology does not have to reach a particular point to run at its best; it is always at its BEP.
Other pump technologies suffer to reach this point when certain conditions occur, such as extreme weather, but sliding vane pumps always achieve this peak efficiency regardless of the changes in their operating environment.
Sliding vane pumps also function in conditions that would hurt similar pump technologies, such as continuous cavitation in low NPSH applications. This functionality plays a key role in solvent processing, as vapor pressure, high or low, proves troublesome for other processing pumps.
For example, higher vapor pressure will cause other pump technologies to consume more energy as they process solvents. Sliding vane pumps often handle multi-phase vapor/liquid mixtures well because the flow rate is not as harsh as it is in comparable pumps.
The design of sliding vane pumps also assists with component life. These pumps have a between-the-bearing support design, meaning the rotor is supported equally on both sides, resulting in minimal shaft deflection and the prevention of cyclical deflection and fatigue. The sealing surfaces are also immediately adjacent to the bearings, making them stationary and ensuring longer seal life. The ultimate benefit of the between-the-bearing design is that there are no uneven loads, which means even wearing of all components.


Tasked with designing and equipping EMCO’s new facility were, from left, Stuart Levy, Vice President, Maintenance; B.J. Korman, Vice President of Engineering; and Mark Serdar, Facilities Maintenance Manager.
Creating the layout and outfitting the new EMCO facility was a true collaborative effort between, from left, Joe Cervantes, Pump Sales Engineer for distributor Anderson Pump & Process; Jack Pitts, Regional Manager for Blackmer and the Pump Solutions Group (PSG); and EMCO’s Mark Serdar and B.J. Korman.
Conclusion
Operators have a variety of pump options when it comes to solvent processing. While some pumps are favored over others due to their long-standing reputations, sliding vane pumps have several features that make them a standout choice for this same task. Operators will likely be satisfied with whatever pump they choose for solvent processing and mixing but sliding vane pumps offer a versatile solution that is not prone to the pitfalls of comparable technology. Where one pump falters, sliding vane pumps thrive. They are designed with versatility in mind, making them an exceptional option for handling solvents.