Ready to proof -- Clare 8-12-22
KJ proofed on 8/15 and marked corrections for Clare in notes below
CB proofed 8/15 clean from my end
Ready for author
Coloristic Performance of
Carbon Black in Powder Coatings
Credit: HadelProductions, iStock / Getty Images Plus, via Getty Images
By Trinh Nguyen, Technical Market Manager, Coatings; Silvia Witt, Technical Market Manager, Coatings; and Markus Mahn, Director Global Marketing, Coatings, Orion Engineered Carbons GmbH
Orion is a worldwide supplier of carbon black, providing high-performance specialty carbon black to tint, colorize, and enhance the performance of polymers, plastics, paints and coatings, inks and toners, textile fibers, adhesives, and sealants. In powder coatings, carbon black not only provides colorimetric properties but also conductivity or UV stabilization, depending on the types of carbon black used.
Powder coatings are manufactured and applied without the use of water or organic solvents in the form of a free-flowing, dry powder. This leads to zero-VOC coatings, making them very attractive from an ecological point of view. Powder coatings are usually applied electrostatically, followed by heat curing. Resulting coatings provide much tougher surfaces than conventional liquid paints, providing excellent chemical and environmental resistance. It is estimated that the recyclability of coating powder, which does not adhere to the substrate, is up to 98%1.
Currently, most industrial powder coating formulations are based on thermoset resin technology, which predominantly comprises epoxies and saturated polyester types with carboxyl or hydroxyl functional groups. Epoxies are the preferred systems, if durability, chemical and corrosion resistance, ease of use, and a wide range of cure schedules are required. However, epoxies do not weather well, and exterior exposure can cause them to chalk or fade. The saturated polyesters exhibit better outdoor weathering properties and are the most commonly used in powder coatings. They provide good mechanical and chemical resistance. They also provide an enormous choice of colors, gloss levels, and special effects2. Epoxy and polyester are often mixed together to form hybrid systems. Depending on the needs and the requirements of the application, the ratio of epoxy/polyester can be varied. In this study, the hybrid system, and the polyester with both HAA (hydroxyalkylamide) and TGIC (triglycidylisocyanurate) curing agents were tested along with various types of our carbon blacks.
Orion produces more than 280 specialty carbon black grades, using five manufacturing processes plus after-treatment. The five different processes generate five basic types of carbon black: gas black, furnace black, acetylene black, thermal black, and lamp black. In this study, different grades of furnace black, gas black, and lamp black were examined. The effects of different particle sizes, forms (powder or bead), and loading levels of carbon black on colorimetric properties in various powder coating resin systems were carefully investigated.
Experimental Protocol
Preparation of Powder Coatings — General
The powder coatings were prepared by micronizing the raw materials separately in a high-speed dissolver with a dissolver disc. A tubular mixer with defined mixing conditions was used to premix the micronized raw materials. For the subsequent extrusion, a twin screw volumetric feeder fed the premix into an extruder. A two-roll mill immediately cooled the extruded melt, and the powder coating was broken down into chips. The chips were pre-micronized, and the milled powder coating was sieved. The powder coatings were then applied onto steel panels and cured under defined conditions.
Formulation
Tables 1-5 show the various formulations used in this study.
TABLE 1 ǀ Formulation 1: epoxy hybrid system — mass tone.

TABLE 2 ǀ Formulation 2: carboxyl-functional polyester system/HAA crosslinker — mass tone (OH: COOH = 1:1).
TABLE 3 ǀ Formulation 3: carboxyl-functional polyester system/HAA crosslinker — tinting, grey tone (OH:COOH = 1:1, TiO2:specialty carbon black = 100:5).
TABLE 4 ǀ Formulation 4: carboxyl-functional polyester system/TGIC crosslinker — mass tone.
TABLE 5 ǀ Formulation 5:carboxyl-functional polyester system / TGIC crosslinker — tinting, grey tone.
Processing Parameters
Tables 6 and 7 illustrate the process parameters and instrument used in the experiments.
TABLE 6 ǀ Process parameter used for epoxy-hybrid and carboxyl-functional polyester/HAA system.
TABLE 7 ǀ Process parameter used for carboxyl-functional polyester powder coating/TGIC crosslinker.
Results and Discussion
Coloristic Properties
The coloristic properties of the coated panels were measured using a Pausch® Q35 with a 45°/0° geometry. Jetness MY and the undertone dM for the black mass tones were determined in accordance to DIN 55979. The grey number GY and the undertone dG of the tinted (grey) coatings were obtained following the same mathematical transformations used to calculate MY and dM. For further details, please refer to K. Lippok-Lohmer (Farbe + Lack, (1986), vol. 92, p. 1024) or K. Krauss (European Coatings Journal 05/2019 p. 35 ff, Black: the Fine Details).
The higher the MY and the GY value, the higher the jetness of the mass tone and the darker the grey color of the tinted coating. The higher the dM and the dG value, the stronger the bluish undertone of the mass tone and the grey coating. This also indicates how well the pigment is dispersed and stabilized in the coating system.
Epoxy Hybrid System
In the epoxy-hybrid powder coating system (Figure 1), two different carbon black concentrations (0.8% and 1.3%) were evaluated in the mass tone application. With coating thicknesses between 60 µm and 80 µm, the achieved jetness MY and undertone dM values for both concentrations were very comparable for most of the evaluated specialty carbon black. Only for SPECIAL BLACK 6 and COLOUR BLACK FW 200, the jetness MY increased with higher carbon black concentration. A difference in the dM value of 1 to 2 is negligible.
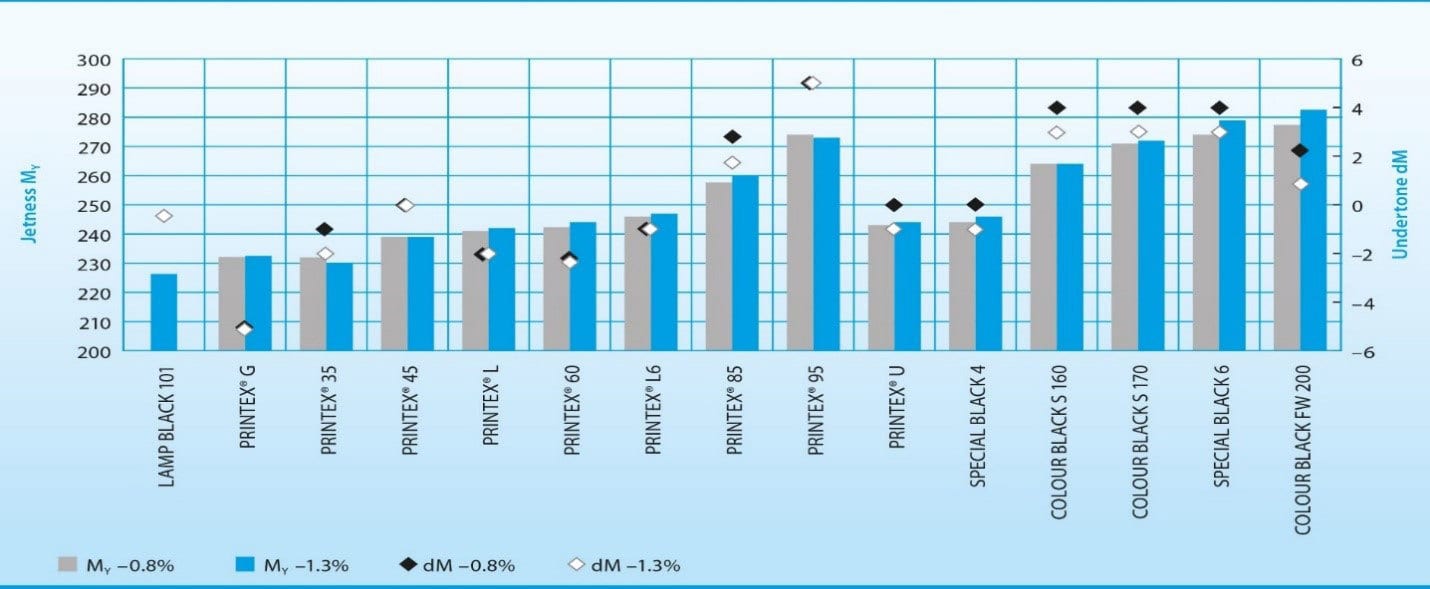
FIGURE 1 ǀ Jetness (MY) and undertone (dM) for the epoxy-hybrid powder coatings with 0.8% and 1.3% of specialty carbon black concentration.
With LAMP BLACK 101, “semi”-transparent films were observed with carbon black concentration of 0.8%. Therefore, no color value was measured for LAMP BLACK 101 with a concentration of 0.8%. Typically, LAMP BLACK 101 is used for tinting applications, not for mass tone. LAMP BLACK 101 showed a neutral undertone dM combined with low jetness MY at a concentration of 1.3%.
After-treated gas blacks, such as SPECIAL BLACK 6, showed slightly better coloristic values, compared to the non-after-treated countertypes, in this case COLOUR BLACK S170.
For high-jet grades, COLOUR BLACK FW 200, SPECIAL BLACK 6 and PRINTEX® 95 showed the best coloristic performance, providing high jetness with blue undertone.
COLOUR BLACK S160 and PRINTEX 85 showed good coloristic performance for medium-jetness applications.
For lower jetness levels, specialty carbon black like PRINTEX U, SPECIAL BLACK 4, PRINTEX 60 or PRINTEX 45 can be considered.
Carboxyl-Functional Polyester/HAA
Mass Tone Application
In this system, the furnace blacks with low to medium mean primary particle sizes showed good performance. High-jetness values combined with strong bluish undertones were achieved with PRINTEX 95, PRINTEX 85, PRINTEX 90, HIBLACK® 50L, HIBLACK 600L and HIBLACK 890. For low-end applications, PRINTEX 60, PRINTEX 300, HIBLACK 5L and the NEROX® types could be an option. LAMP BLACK 101 resulted in low jetness with a neutral undertone (Figure 2).

FIGURE 2 ǀ Jetness (MY) and undertone (dM) for the carboxyl-functional/HAA powder coatings with 1.5% of specialty carbon black concentration.
The highest jetness and bluish undertone of all specialty carbon black tested was achieved with COLOUR BLACK FW 171. Comparable competitor products show lower jetness values MY and undertone dM.
In general, the after-treated gas blacks such as SPECIAL BLACK 4, SPECIAL BLACK 6 and COLOUR BLACK FW 200 showed good jetness values MY but lower undertone dM.
Since powder coating manufacturers prefer beaded specialty carbon black due to low dust and easy handling, a direct comparison between beads and powders based on the same type of specialty carbon black was included into the evaluation. Results indicated that there are no significant differences in the coloristic properties between beads and powder version of the same grade.
Tinting Application
Various grades of specialty carbon black were tested in a tinting powder coating formulation based on the carboxyl-functional polyester/HAA system. The grey numbers GY and the undertones dG are displayed in Figure 3. The ratio between the titanium dioxide and the carbon black was 100:5 for all samples. The values were sorted by increasing mean primary particle size.
The development of the tinting strength did not follow the mean primary particle size as normally obtained in liquid coating systems. The undertone dG for the grey powder coatings in Figure 3 roughly followed the color performance trend in liquid coatings: the fine-particle-sized carbon black showed low dG values, whereas the coarse-particle-sized carbon blacks provided high dG values, translated into a strong bluish undertone.
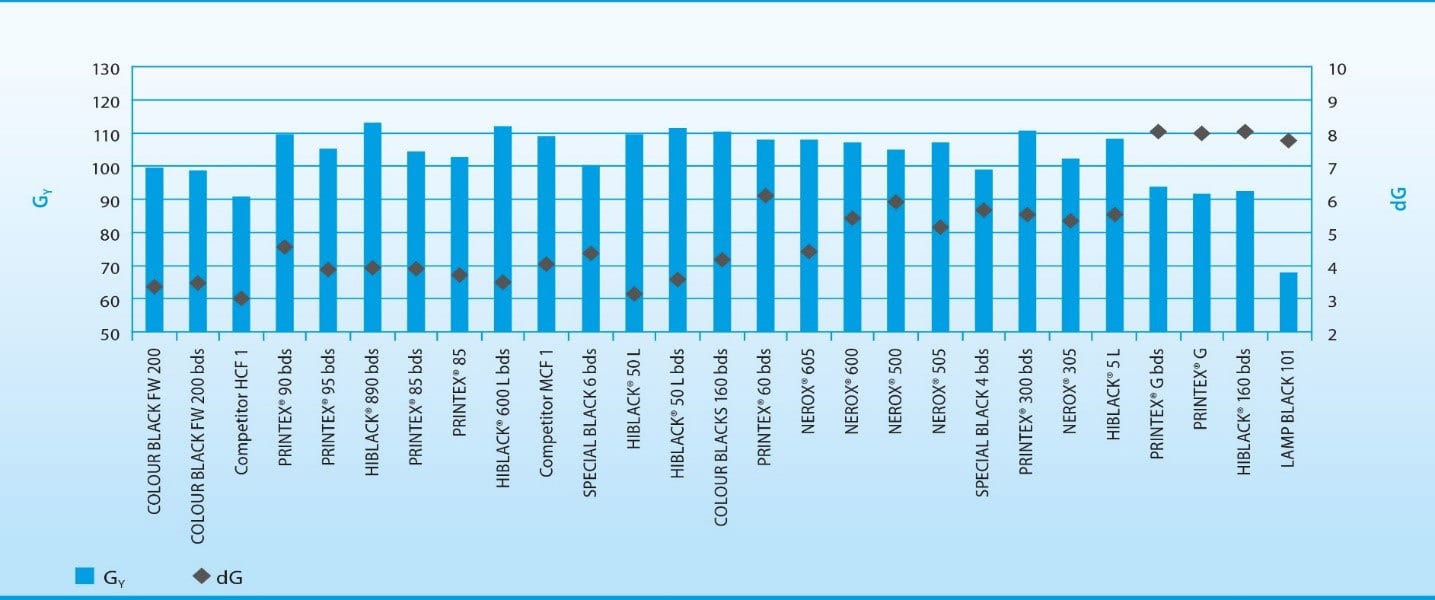
FIGURE 3 ǀ Greyness (GY) and undertone (dG) for the carboxyl-functional polyester/HAA powder coatings with titanium dioxide to specialty carbon black = 100:5.
For a reasonable tinting strength and blue undertone, combined with a good price-performance ratio, PRINTEX 60, PRINTEX 300 and HIBLACK 5L could be the first choice, followed by the NEROX types. For grey coatings with a strong bluish undertone, PRINTEX G, HIBLACK 160 and LAMP BLACK 101 could be recommended.
Carboxyl-Functional Polyester/TGIC
Mass Tone Application
In this system, carbon black with fine to medium mean primary particles sizes showed good performance. High-jetness values MY combined with strong bluish undertones were achieved with HIBLACK 600L, PRINTEX 95, PRINTEX 90, COLOUR BLACK FW 171, COLOUR BLACK FW 1 and COLOUR BLACK FW 255.
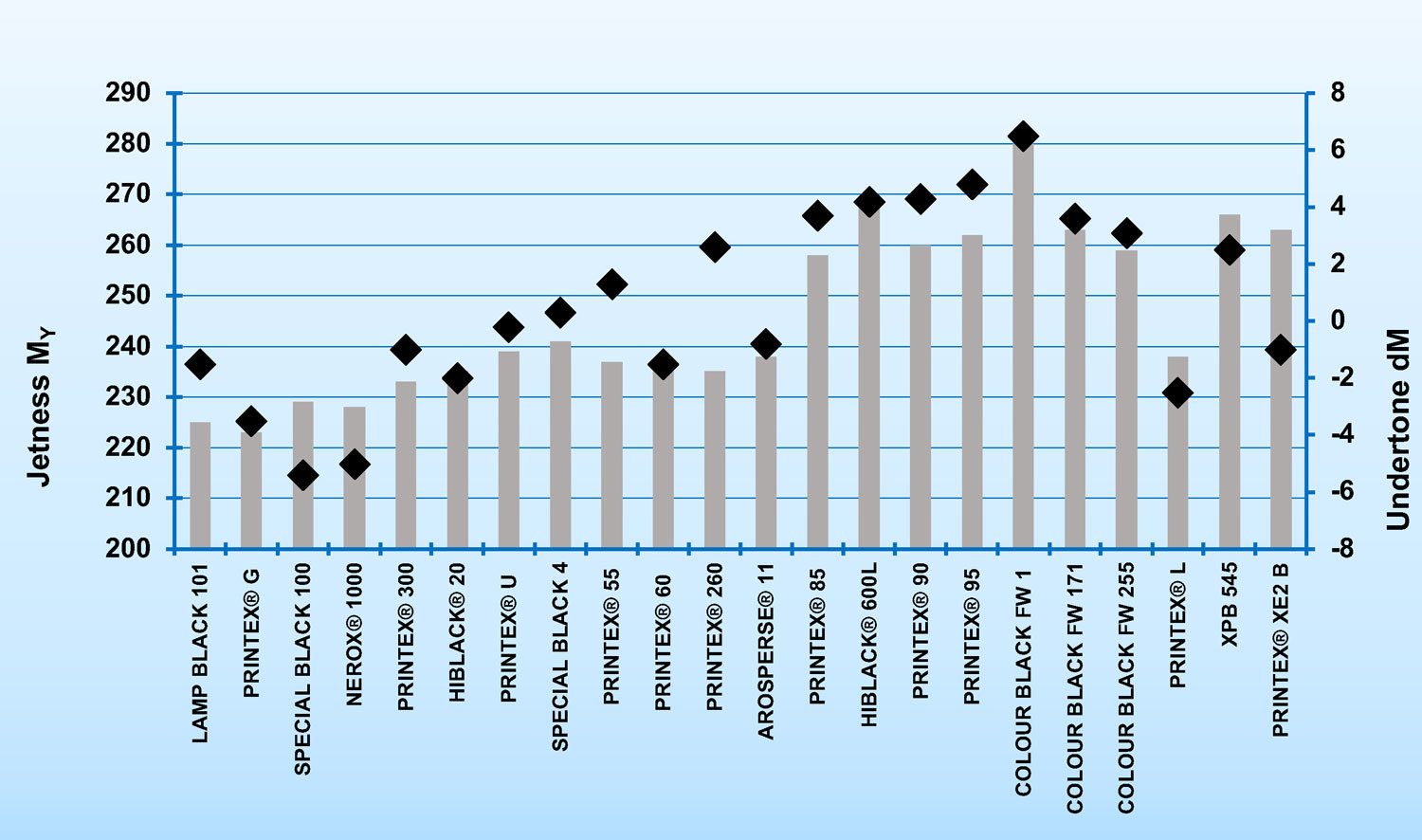
FIGURE 4 ǀ Jetness (MY) and undertone (dM) for the carboxyl-functional/TGIC powder coatings with 1.0% of specialty carbon black concentration.
The highest jetness and bluish undertone of all the specialty carbon black tested were achieved with COLOUR BLACK FW 1. The conductive grade XPB 545 also showed good coloristic performance in terms of high jetness and bluish undertone.
Tinting Application
Figures 5 and 6 show the color performance in a carboxyl-functional polyester/TGIC system for tinting application.
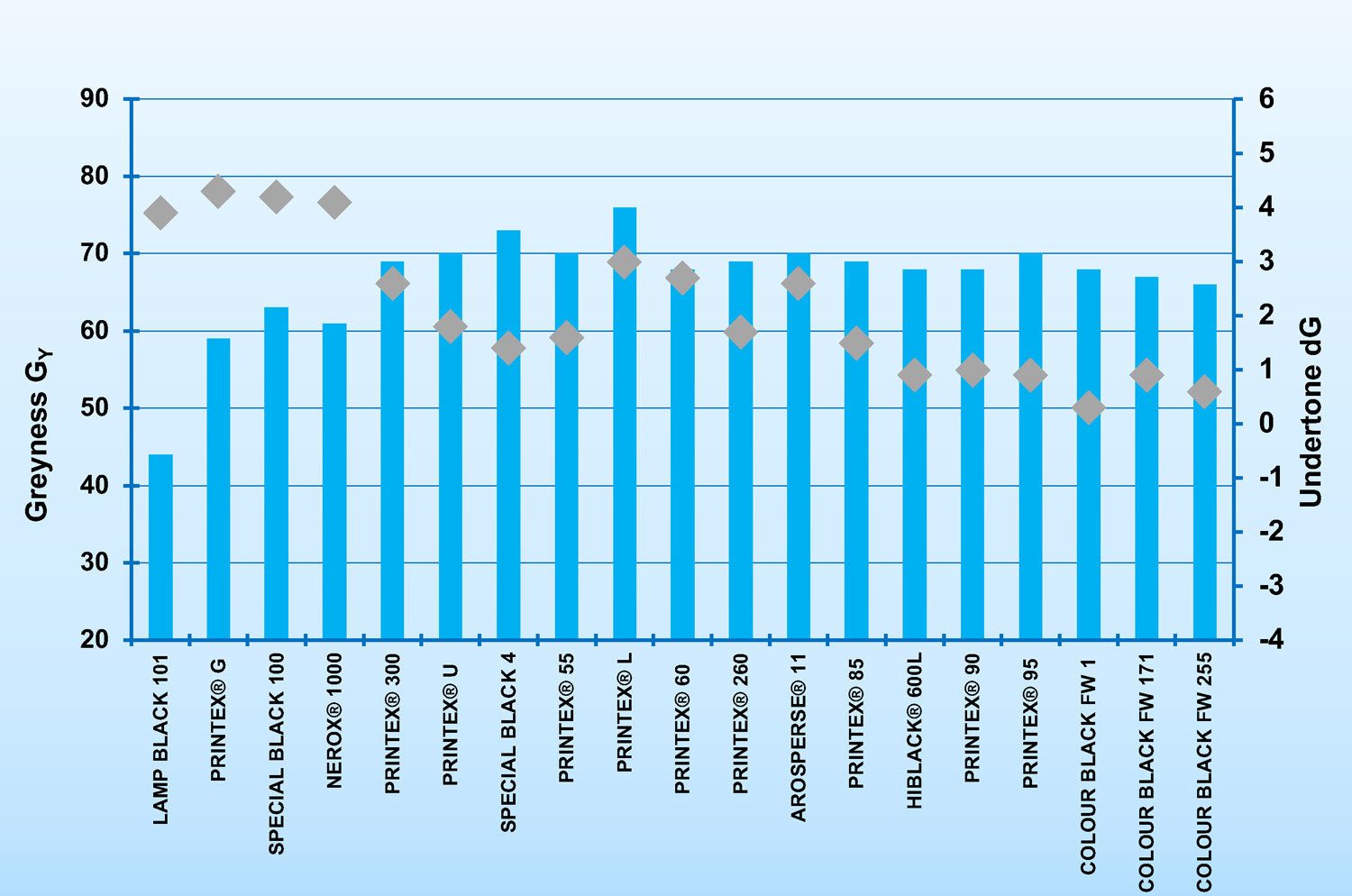
FIGURE 5 ǀ Greyness (GY) and undertone (dG) for the carboxyl-functional/TGIC powder coatings with titanium dioxide to specialty carbon black = 98:2.
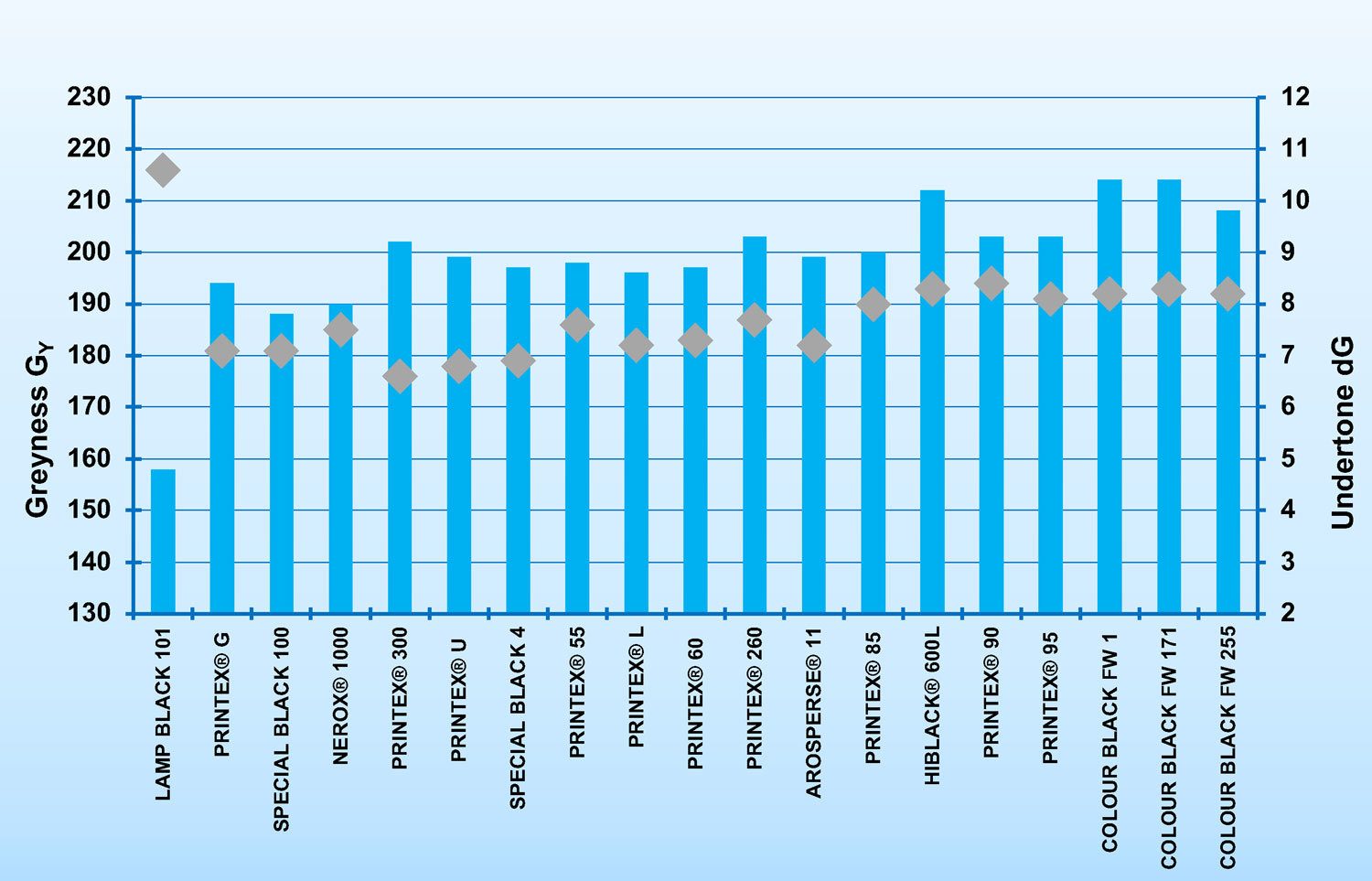
FIGURE 6 ǀ Greyness (GY) and undertone (dG) for the carboxyl-functional/TGIC powder coatings with titanium dioxide to specialty carbon black = 50:50.
In lighter grey shade (TiO2:specialty carbon black = 98:2), the typical tinting grades with coarse mean primary particle size like LAMP BLACK 101, PRINTEX G and SPECIAL BLACK 100 showed lower greyness GY but slightly more bluish undertone compared to evaluated specialty carbon black with finer mean primary particle sizes.
In darker grey shades, (TiO2:specialty carbon black = 50:50), especially LAMP BLACK 101 showed clearly lower greyness GY but combined with a strong bluish undertone. Highest greyness values combined with a bluish undertone were achieved with HIBLACK 600L, COLOUR BLACK FW 1, COLOUR BLACK FW 171 and COLOUR BLACK FW 255.
Generally, color differences in tinting applications for this powder coatings system are not as significant as in mass tone application and are mainly driven by the TiO2/specialty carbon black ratio.
Gloss and Haze
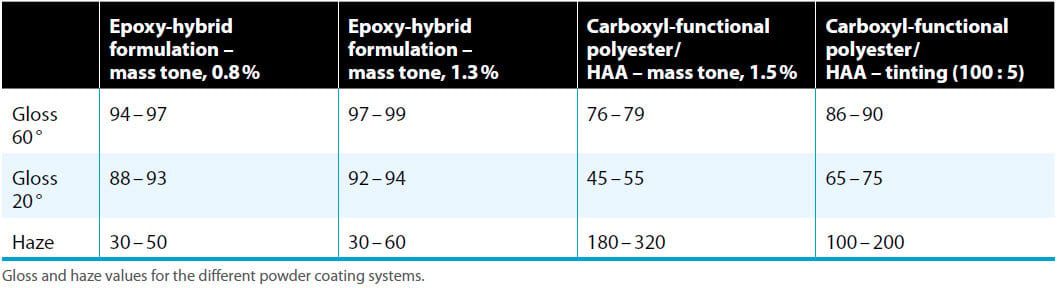
Gloss and haze values were measured using a BYK Gardener gloss/haze meter following the DIN EN ISO 2813 test method. Gloss was measured at 20o and at 60o angles; reflective haze was measured at 20o.
Results from this study suggested that there was no significant difference in gloss and haze when testing different carbon blacks in the same resin system. Table 8 shows the average gloss at 60o, 20o and haze of the typical resin systems.
TABLE 8 ǀ The average gloss obtained in epoxy-hybrid and polyester/HAA systems.
Conclusions
A broad range of the most important specialty carbon black in Orion’s portfolio was evaluated in three different powder coating formulations predominantly found in the market: epoxy-hybrid, carboxyl-functional polyester/HAA, and carboxyl-functional polyester/TGIC. The study’s results were as follows:
- The binder system has a strong impact on the achieved coloristic performance.
- The use of beaded carbon black was advantageous due to low dust and better handling. No significant differences in coloristic performance have been found between beaded and powder versions of the same grade.
- To obtain opaque films, the thickness of the powder coating should be between 60 µm to 80 µm, and the concentration of the carbon black should be 1% to 2%. Below a concentration of 1%, the risk of transparent film increased, especially for coarser types of specialty carbon blacks.
- For mass tone applications, where high jetness and bluish undertone were required, COLOUR BLACK FW 1, COLOUR BLACK FW 200, COLOUR BLACK FW 171 and COLOUR BLACK FW 255 were the pigments of choice.
- For powder coatings, mass tone application with medium- to high-jetness levels, PRINTEX 95, PRINTEX 90, PRINTEX 85, HIBLACK 50L, HIBLACK 600L and HIBLACK 890 are recommended.
- For low- to medium-jetness applications, PRINTEX U, PRINTEX 60, PRINTEX 300, HIBLACK 5L, the NEROX types, PRINTEX 45 and PRINTEX 260 are suitable.
- For tinting application, coarser types like PRINTEX 60, PRINTEX 300, HIBLACK 5L and PRINTEX 260 are recommended. If a strong bluish undertone is required, PRINTEX G, HIBLACK 160 and LAMP BLACK 101 showed the best results.
- Based on the results from this study, after-treated grades do not provide coloristic benefits in comparison to non-after-treated grades. The use of after-treated specialty carbon black might improve the flow behavior and processability. In general, non-after-treated specialty carbon black gives a better cost/performance ratio in powder coatings.
References
1 Li, W.; Franco, D.C.; Yang, M.S.; Zhu, X.; Zhang, H.; Shao, Y.; Zhang, H.; Zhu, J. Investigation of the performance of ATH powders in organic powder coatings. Coatings 2019, 9, 110, 1-2
2 The Different Types of Powder Coating. http://ifscoatings.com/content/news/guides/the-different-type-of-powder-coatings (accessed Dec 23, 2019)
3 Coloristic Properties of Specialty Carbon Blacks in Full Tone and Tinting Applications for Coatings: Orion Engineered Carbons LLC, Technical information 1464, 2015.